Bio-organic fertilizer is a key input for green cultivation in modern agriculture. Valued for its ability to improve soil structure, revitalize soil fertility, and offer an eco-friendly, pollution-free profile, it is widely used in the cultivation of fruits, vegetables, and grain crops. Many people are unaware that high-quality bio-organic fertilizer production requires not only standardized processes but also specialized equipment to transform agricultural waste—such as livestock manure and crop straw—into valuable resources through standardized, harmless processing.
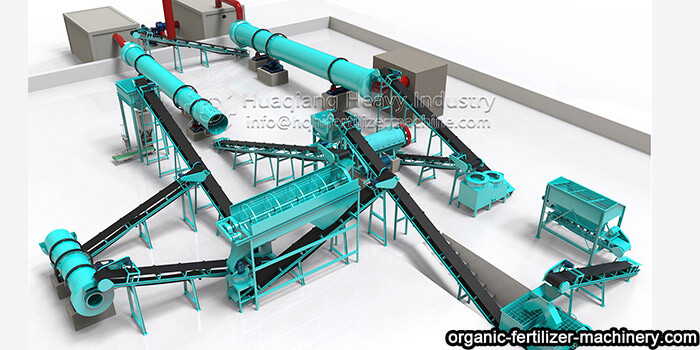
The first step is raw material pretreatment, focusing on preparing a high-quality fermentation substrate. Primary raw materials include chicken manure, cattle manure, straw, and spent mushroom substrate. Solid-liquid separators and screening machines are used to remove stones and debris while adjusting the moisture content. Simultaneously, proportioning equipment precisely balances the carbon-to-nitrogen ratio to ensure the materials are in an optimal state for fermentation; this guarantees quality at the source and prevents impurities or improper ratios from compromising subsequent production stages.
High-temperature aerobic fermentation is the core of production and a critical step for enhancing fertilizer quality. After the proportioned raw materials are mixed with specialized fermentation microbial agents, they are piled into fermentation troughs, where large wheel compost turning machines continuously turn the material to supply oxygen. This equipment ensures uniform mixing and oxygenation, maintaining temperatures above 55°C to effectively eliminate pathogens, insect eggs, and weed seeds, thereby achieving harmlessness. After 15 to 20 days of cyclic turning and decomposition, the raw materials break down completely, resulting in a matured base material rich in beneficial microbes and organic matter.
Once decomposition is complete, the material undergoes fine processing. First,crushers and rotary screens break up clumps and remove undecomposed impurities, yielding a uniform, fine powder. Depending on production requirements, the product can be sold as powdered fertilizer or processed into granular fertilizer using a system comprising granulators, dryers, and coolers; granulation facilitates easier storage, transport, and mechanized application.
Finally, the process concludes with a finishing stage: professional testing equipment verifies key indicators such as viable microbial count, organic matter content, and moisture levels. Once standards are met, automatic packaging machines perform quantitative bagging, and the finished product is moved to storage. The integrated production process, utilizing specialized equipment, enables the resource utilization of agricultural waste; the resulting bio-organic fertilizer is safe and highly effective, providing strong support for the development of eco-friendly, green agriculture.



